Den primitiva smedjans tekniker
==========
Lade till lite bilder
Lade till mer texter
2024-07-30
==========
Initial version
De vanligaste begreppen och handgreppen som används i den vikingatida smedjan förklaras i denna artikel. Syftet är att ge lärlingar i smedjan en introduktion till grunderna.
Allmänt
Alla dessa tekniker förutsätter att smidesämnet är smidesvarmt på det område som ska bearbetas om inte annat anges.
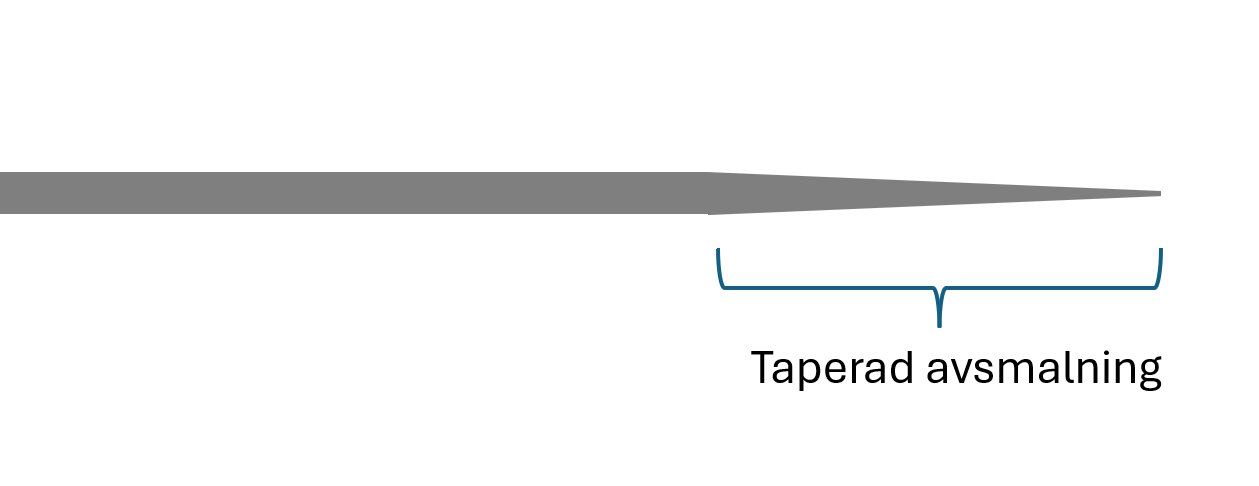
Tapering
När man smalnar av ett ämne till en lång avsmalnande spets kallas det för att tapera
.
Vid tapering börjar man oftast i spetsen för att få kontroll på hur mycket material som kommer att gå åt.
Vänd ämnet ofta ett kvarts varv mellan varje. En van smed kan vända ämnet mellan varje slag. Vändningen sker för att undvika att materialet viker sig.
Värm när materialet tappar lyskraft, men passa på att rikta materialet medan det ännu har restvärme innan du åter stoppar det i härden.
Oavsett om man jobbar med rundstål eller fyrkantsstål kan det vara lämpligt att hålla taperingen fyrkantig tills man är någorlunda nöjd med den. Då är det läge att runda till taperingen igen genom att man först gör det åttkantigt genom att knacka lätt på det på högkant på städet och sedan fortsätter att runda till det.
Riktning
När man riktar ett smidesämne så rätar man till det så att man inte fortsätter att arbeta på något som är krokigt. Det är svårt att se så att det man skapar blir jämntjockt och liknande om inte ämnet arbetas på i någorlunda rätt läge.
När man riktar ämnet handlar det alltid om små justeringar. Dessa kan ofta till och med göras med restvärmen i materialet snarare än när det är genomvarmt.
Rullning
Rullningar är vanliga på avslut av allt möjligt. De är bra eftersom de tar bort den vassa spetsen och ofta är dekorativa.
- När man ska rulla något börjar man med att tapera ämnet i den ände man vill göra rullen. Anledningen till detta är att man vill ha spetsen smalare än det yttre varvet för att den inte ska sticka ut och göra någon illa eller rispa kläder eller hud.
- När man har taperat spetsen värmer man just spetsen längst ut och lägger den över städkanten så att ca. 3mm av den pekar över kanten och bankar ner den i en hård vinkel med en hammare. Nu ska ämnet se ut som ett L eller ett J med mycket liten nedre del.
- Nu vänder man på L/J-formen så att den korta piggen pekar uppåt och knackar därefter från utsidan i den stora pinnens riktning så börjar den snart krulla upp sig och bilda en snygg loop tillbaka. Det är rullen.
- Fortsätt tills du är nöjd. Värm när det behövs. Öppna den igen med tång/horn om det behövs, och börja sedan om tills du är nöjd.
Sträckning
När materialet man arbetar på är för kort och tjockt jämfört med hur man vill ha det kan man sträcka det.
Att sträcka med hammare över städets bane går för all del, men det är lättare att sträcka det om man sträcker det över en kulle - som nära basen på städets horn (om städet har något sådant)
Sträckning över horn
- Lägg materialet tvärs över städets horn någon tredjedel upp från städets bane.
- Slå på det rakt uppifrån med en hammare och flytta materialet allteftersom.
- Värm och upprepa tills du är nöjd med sträckningen.
Ge akt på att det inte blir så djupa spår i smidesämnet att det inte går att korrigera efter sträckningen.
Flytta dig då och då till städets bane och släta till ämnet därpå för att undvika fula märken i slutprodukten.
Sträckning med penhammare
Ibland vill man bara sträcka lite och åt ett visst håll.
Då kan det funka bra att sträcka med en penhammare.
Det är en hammare som istället för en stor rund eller fyrkantig platt yta har en avlång halvspetsig ände.
Den änden kallas för pen
.
När man slår med en pen flyttas materialet mer i en riktning än den andra. Det kan vara användbart t.ex. när man gör knivblad.
Avskrotning
För att ta av ett ämne kan man såga det med bågfil, men det är ett jobbigt arbete. Oftast är det smidigare att hugga av det - att skrota av det.
När man smitt färdigt på ena änden av den pinne/fyrkantsjärn eller liknande man jobbar på kan man behöva ta av denna för att komma åt att jobba vidare på andra sidan. Den avhuggningen kallas för avskrotning. Man kan även skrota av annat överflödigt material som råkar uppstå för att man kanske har måttat fel.
Avskrotning med mejsel
Vid avskrotning med mejsel behöver man vara två personer. Ofta håller då en i smidesämnet medan den andra håller i mejsel och hammare.
Avskrotningen ska helst inte ske mot banen på städet. Antingen lägger man över en lockplatta
som får ta smällen,
eller så hugger man mot den mjukare ytan mellan horn och bane på städet.
- När smidesämnet är varmt på rätt plats förflyttas det till städet där den andre personen står redo med mejsel och hammare.
- Se till att ämnet ligger flat an sitt stöd så att det inte hoppar omkring under mejselslagen och sedan hugger man sig igenom materialet genom att hålla mejseln mot detta och slå på mejseln med hammaren.
- När man är nästan igenom materialet slutar man slå och tar istället en tång och vickar av det sista. Anledningen till detta är att man aldrig vill ha flygande heta smidesämnen som studsar omkring i smedjan. Det är bättre att vicka av ämnet kontrollerat och lägga det på en säker plats, eller droppa det i vattenhinken om det är blödjärn.
- Kyl gärna mejseln ofta för att inte avhärda den.
Avskrotning med mejsel ger en ganska brant huggyta vilket kan vara snyggt. Om man vill kan man göra den ännu snyggare kan man vända på ämnet så att huggfaserna är avsmalnande från flera håll.
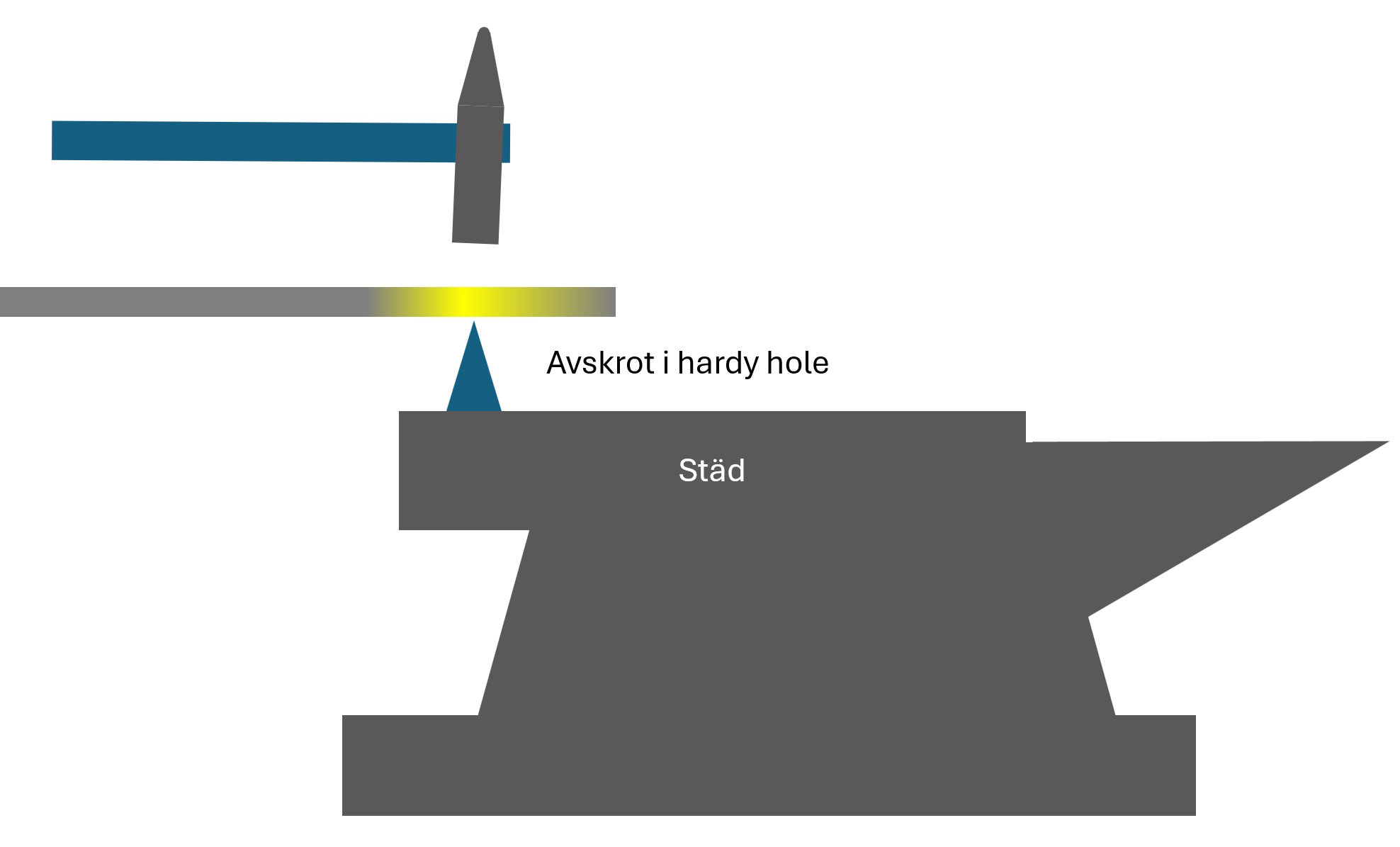
Avskrotning med avskrot
Det är vanligt att man använder särskilda avskrot.
Dessa sätts i städets fyrkantiga hardy hole
och utgör liksom en upprättstående fixerad mejsel.
Kyl gärna avskrotet för att det inte ska tappa härdning, och var beredd på att slipa om det då och då så att det förblir vasst.
Har man ett stabilt skruvstycke att tillgå kan man eventuellt sätta en mejsel i detta och använda som avskrot.
Ju vassare avskrot desto skarpare snitt.
Glöm aldrig att ta bort avskrotet direkt efter användning. Det är på tok för vanligt att folk glömmer detta och kommer till ett städ som har en vass mojäng mitt i efter nästa värmning vilket är både stressande och farligt. Kvarsittande avskrot är en vanlig källa till skador i smedjan.
Avskrotning med giljotin
Det finns konstruktioner för att möjliggöra snygga avhuggningar även när man är ensam i verkstaden, men då lämnar vi snabbt det här med primitivitet i smedjan.
Avskrotning mot städ
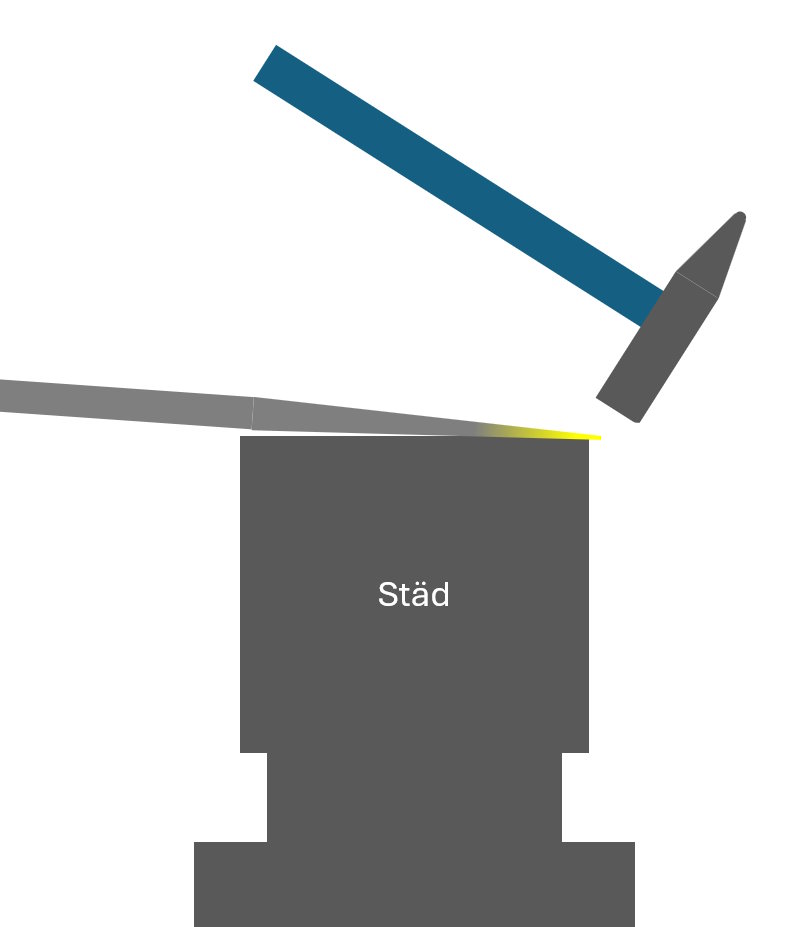
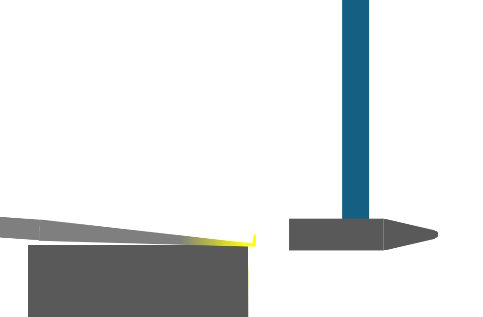
Har man inte något avskrot och inte någon mejsel, eller har en mejsel men är ensam i smedjan, kan man skrota av mot en städkant.
- Leta rätt på en vass kant på städet. Helst ska den vara så nära 90° eller vassare.
- Håll det heta ämnet i 45° mot denna kant och slå rakt på ämnet så att städkanten får agera trubbig mejsel
- När du är nästan igenom avbryts slagen och man vickar av det sista med tång av säkerhetsskäl.
Undanvikningar
Ibland blir det svårt att komma åt att arbeta just där man vill arbeta eftersom det är andra delar i vägen. Detta är vanligt t.ex. på bältesspännen och annat.
Då är det enklaste att värma upp i klykan mellan den störande delen och den del du ämnar jobba på och sedan helt sonika vika undan det störande elementet så att du kan jobba ifred.
När du är färdig med den andra änden värmer du upp igen på samma ställe och viker tillbaka materialet på plats.
Klyvning
Om ett ämne är för brett eller behöver öppnas upp och delas i två delar så klyver man det. Det går till ungefär likadant som avskrotning med mejsel.
Det finns gott om olika hjälpmedel för detta.
Ofta ser de ut som kilar på pinnar, mejslar med eller utan handtag eller liknande.
Det är dock oftast bäst att vara två när man klyver ett smidesämne eftersom det behövs tre händer.
Det underlättar om järnet är ordentligt genomvarmt.
Glöm inte bort att kyla mejseln mellan varje klyvning så att eventuell härdning inte går ur.
Hålslagning
Det går såklart att borra hål i järn och stål, men det blir skräp kvar i form av borrspån efter en borrning, det är tidsödande och det låter mycket.
Det är därför ofta att föredra att slå hål i järnet istället. För det behövs ett dorn.
Ett dorn för hålslagning som ser ut som en spetsig pinne man kan banka på baksidan av.
Det behövs även någon slags mothåll med ett hål i - som ett nageljärn eller ett s.k. Pritchel hole
(ett litet hål i städets bane).
I enklaste fallet görs dornet av vanligt blötjärn genom att man taperar en rundstångsbit.
Ett dorn i blötjärn kan vika sig lätt, men har å andra sidan fördelen att den inte behöver kylas.
Det märks ofta tydligt hur mycket värme ett kallt dorn tar från smidesämnet eftersom det tydligt
svartnar runt själva dornet under hålslagningen.
Liksom vid klyvning eller avskrotning med mejsel är det bra att vara två vid hålslagning. En person håller i ämnet, och kanske i nageljärnet medan den andra personen håller i dorn och hammare.
Vridning
Dekorativa vridningar görs ofta på allehanda smidesalster. Det är ett enkelt sätt att få dem att se mer bearbetade ut, och ibland för att få bättre grepp.
Har man ett runt ämne man vill göra en vridning på måste man först smida det fyrkantigt i den del av ämnet där man vill ha vridningen för att effekten ska framgå.
En vridning underlättas av att man har något att ta spjärn mot.
Ibland kan man värma en bit ifrån vridningen och tillfälligt vika ner en vinkel på 90° för att få ett
handtag
att hålla i på var sida av vridningsstället under vridningen, annars handlar det om att planera
sitt arbete och göra öglor och liknande först så att det finns något att hålla i med tången när man ska vrida ämnet.
Det kan vara bra att kyla öglorna/handtagen innan vridning så att man inte råkar förstöra dem i vridningen.
Om man utgår från ett fyrkantstål och har en skiftnyckel/skruvstycke eller bra tänger kan man klara sig ändå.
Det svåra med vridningar är att få en jämn värme i hela vridningsområdet. Värm hellre om än att chansa om det känns som att värmen hamnade fel.
Det allra bästa sättet att få en jämn och fin vridning är faktiskt att vrida kallt.
Då är temperaturen jämn över hela vridningsområdet.
Detta kräver dock ett stort moment och är beroende av en rejäl skiftnyckel, ett bra skruvstycke och en viss kroppsstyrka.
Ansättning
Vid ansättning görs ett skarpt hack i ämnet. Ofta vill man t.ex. ha en tånge eller liknande med en skarp början.
Vid ansättning placeras ämnet mot en städkant på höjden och man slår på det för att få ett skarpt jack där avsmalningen ska börja.
Fasning
Ibland vill man mjuka upp en skarp kan genom att göra en fas på den. Är materialet tjockt kan man bara lägga det på städet och hamra fram en fas, men är det ett tunt ämne kan man behöva lägga det vid städkanten så att hammaren inte slår i städets bane istället för på ämnet.
När man fasar material så att det blir gradvis blir tunnare så förflyttas material och ämnet man smider på får en förändrad form.
Vällning
Även om man värmer upp järn/stål mycket är det svårt att banka ihop två stycken så att de fastnar i varandra.
Processen att få ihop två bitar till en kallas för att välla.
Vid vällning hettar man upp materialet så att det nästan brinner och ser samtidigt till att det inte oxiderar. Oxidationen förhindras i en modern smedja av Borax som man har på under uppvärmning och innan sammanbankning.
När materialet är upphettat så att det nästan brinner (jag har hört sägas att materialet är redo för vällning
vid första gnistan
) har man på mer Borax och knackar därefter med relativt lätta och försiktiga slag
ihop materialen tills de fastnat i varandra.
Eventuellt kan man upprepa proceduren några gånger tills man har en bra vällfog.
Historiskt har ju inte Borax funnits med, men vi hade hört att det går att välla i kiselrik sand och provade med lokal sand på Öland. Det gick utmärkt. Vikingarna var förtjusta i mönstervällda ämnen och var mycket duktiga på att välla.
Nitning
Att nita ihop två detaljer är vanligt inom smide. För det behöver man hål av lagom diameter i de ämnen som ska nitas samman samt en nit och anhåll.
Själva niten är i grunden en spikliknande rundpinne som man smider ut ett huvud till på andra sidan när man fått igenom det på rätt ställe. Smidet av nithuvudet kan ske med sänksmide om man är mån om att få snygga nithuvuden, men ofta finns det en fin- och en fulsida på ämnet och då ser man till att få finsidan på niten på finsidan och så hamrar man till en skalle på andra sidan.
Svartbränning
Svartbränning sker för att rostskydda det man skapat samt för att få det lite snyggare. Klassiskt järnsmide som man kan köpa är ofta svart.
Det finns många sätt att svartbränna - med oljor, diesel, bivax eller liknande. De ger lite olika nyanser från grått till kolsvart, men skyddar ungefär lika bra. Det viktiga är egentligen att det är organiskt material som bränner fast på ytan.
Svartbränning med vax
- Borsta av ditt ämne ordentligt med en stålborste.
- Börja med att värma det som ska svartbrännas något genom att hålla det i en tång över härden. Det behöver inte vara särskilt varmt, bara så att det man ska bränna med flyter runt effektivt. Är det t.ex. bivax räcker det med ca. 100°.
- För en bit bivax mot ämnet och se till att vaxet flyter ut över hela det du vill svartbränna. Det går åt mindre vax än man tror. Det flyter nämligen ut väl eftersom ämnet är varmt.
- Ta bort vaxbiten och för tillbaka ämnet till över elden. Försök undvika att få aska eller gnistor på ämnet. Det vill vi inte bränna in. När det börjar ryka är det rätt temperatur. Ta då bort det från elden. När det slutar ryka återförs ämnet till ovanför elden tills det börjar ryka igen.
- Upprepa tills det inte ryker av att bli upphettat längre och ämnet inte ser kladdigt ut. Då är du klar. Om ämnet fortfarande visar sig kännas kladdigt avbröt du för tidigt. Det går då utmärkt att bara fortsätta att bränna vidare.
Det vanligaste felet man gör när man svartbränner är att ha för varmt så att vaxet brinner bort istället för att brännas in.
Dekorationer
Linjer
Linjer huggs med mejsel eller olika punsar. Man behöver ofta inte ha särskilt varmt järn för att hugga in linjer om man inte vill att dessa ska vara väldigt djupa.
Det är lättare att se vad man gör på ett svalare ämne och det är lättare att hantera. Verktygen slits dock mer om man börjar hugga i alltför svalt ämne.
Punsning
Punsning går till ungefär som när man hugger linjer, men lite mer specialiserat. Punsar kan ha mer eller mindre intrikata mönster. Det viktiga är att vara bestämd i slagen så att punsen inte hoppar omkring.
Chisselering/tauchering o.s.v.
Det vimlar av specialtekniker för att dekorera metall. Dessa är utanför denna artikels ambition.