Smida knivblad
==========
Initial version
Det första folk som kommer till smedjan brukar föreslå att de vill göra är ett knivblad. Ett knivblad är egentligen inte ett bra förstaprojekt eftersom knivblad innefattar smide i stål, som är hårt att arbeta i, och innehåller många tidsödande metallurgiska moment. Så det är mycket jobb och det inte är så belönande. Med det sagt ska jag ändå försöka skriva ner hur man kan smida en kniv.
Men personligen brukar jag försöka få folk att smida en krok det första de gör. Med krokar kan man anpassa ambitionsnivån när man känner av sinnesstämningen från den som smider, det går ganska fort och det innehåller många av de viktiga smidesmomenten.
Med det sagt ska jag ändå försöka skriva ner hur man kan smida en kniv.
Grundläggande smidesschema för knivblad
Den grundläggande arbetsgången är ungefär enligt nedan. Det är dock, som vi ska se, en del överväganden att göra redan innan man sätter igång med smidet.
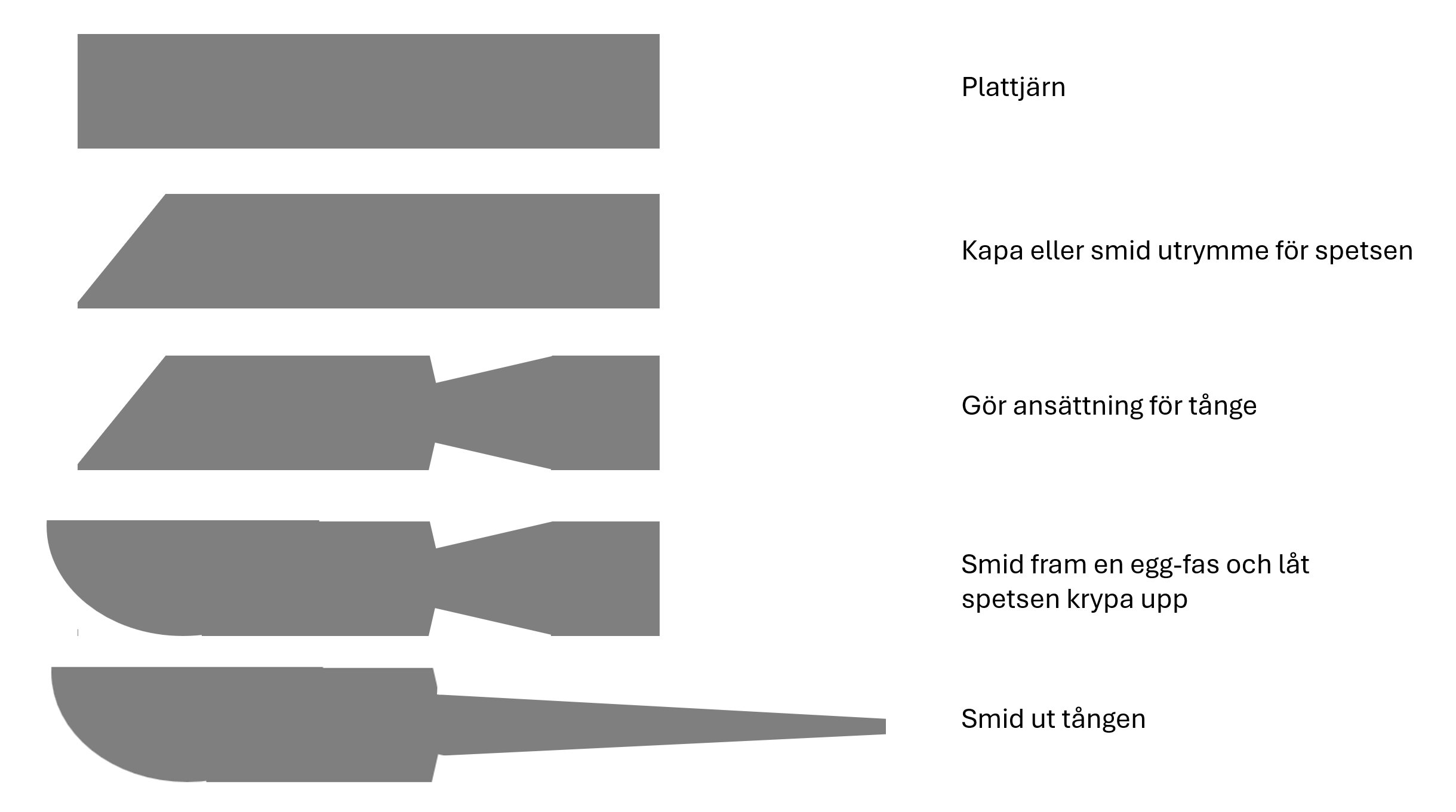
Det är värt att tänka på att man inte måste hugga av plattjärnet så att det ser ut enligt detta schema inledningsvis. Har man ett längre plattjärn än man tror man kommer att behöva kan man gärna smida på det så länge det går så att man kan hålla i sjääva ämnet innan man behöver övergå till smide med tång eftersom det komplicerar arbetet en hel del för den ovane.
I denna artikel används en del smidesteckniska termer. Läs därför gärna på om dessa i följande två artiklar:
Arbetsgång
- Fundera ut vilken slags kniv du strävar efter att göra. Är det första gången rekommenderas en kniv enligt ovan, med en kort icke-genomgående tånge.
- Få fatt i ett plattjärn av lagom dimension. Kanske minst 120 mm av plattstål i dimension 25x3 mm är lagom?
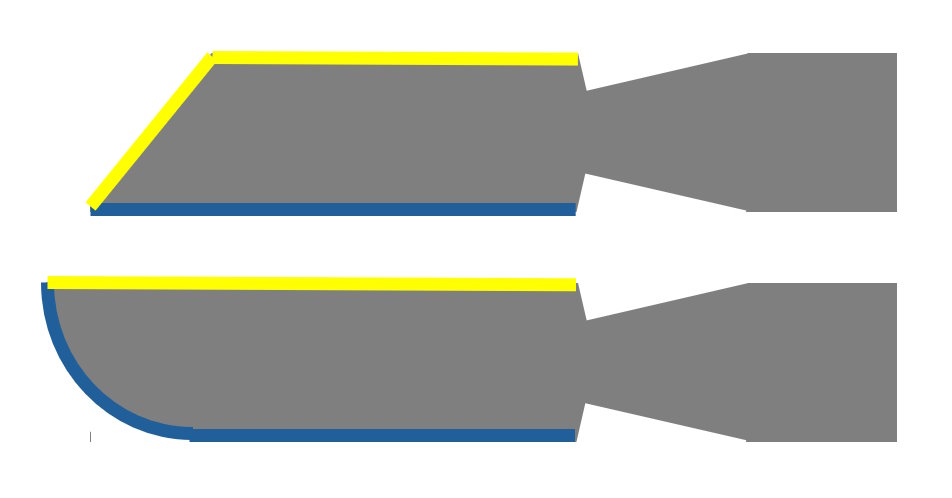
- Skrota av spetsen snett. När man tunnar ut bladet till en egg måste stålet förflytta sig någonstans och det kommer att göra att spetsen kryper uppåt så att det till slut blir en rak rygg på kniven ändå, med schemat ovan.
- Gör en ansättning för tången så du har en tydlig markering för var du ska börja smida bladet utan att få en tunn tånge att försöka hantera.
- Smid till bladformen. Använd eventuellt penen på hammaren.
- Sträck ut tången så som du vill ha den.
- Fila till knivens finish så som du önskar den.
- Normalisera bladet om det är av stål och ska härdas.
- Härda bladet, om det är av stål.
- Anlöp bladet om det är härdat.
- Ytbehandla eventuellt delar av knivbladet.
- Fäst handtaget.
- Slipa och bryn knivbladet.
- Sy knivslida.
- Beundra resultatet.
Det låter ju lätt, men många av dessa moment är tidsödande. Det tar tid att göra en bra kniv.

Överväganden innan smidet
Bladform
Det är lätt att den första kniven blir på tok för stor. En liten kniv är ofta väldigt mycket mer användbar än en stor. Man kan ha med sig den mer, man får både mer kontroll och mer kraft när man täljer (eller vad man nu gör med kniven) med ett litet blad än ett stort.
Om man gör ett knivblad för att tälja brukar man gärna vilja ha en ganska markerad trekantsform och tydlig vass spets, men om man vill ha kniven för jakt eller så kan man ha bredare blad och en lång böj långt fram för att kunna flå.
Ett tjockt knivblad tål mer, men ett smalt knivblad är lättare att göra finlir med.
Slipfas på kniven
Med det som sagts om bladformen ovan inser man att det inte är konstigt att knivar länge i historien haft trekantig profil i genomskärning. De saknar alltså den slipfas vi är vana att se på knivar idag och bladet är istället kilformat.
Slipfas eller kilform är ett annat designval som bör göras innan smidet eftersom valet förflyttar avstånd till ansättningen och hur snäv vinkel spetsen som huggs till får.
När man smider så förflyttar man normalt material, och ju mer man förflyttar desto mer förskjuts proportionerna i schemat ovan.
Materialval
Normalt smids moderna knivar i kolstål. Det finns dock de som hävdar att man kan få knivar i blötjärn vassare än de i stål (även om de då också förlorar skärpan snabbare).
Skaftutformning
Det finns en hel grupp av hantverkare som passionerat ägnar möda åt att skapa knivhandtag. De skaffar knivblad på annat håll och skaftar dessa till fantastiska skapelser.
Denna artikel handlar inte främst om det, men det finns en del olika val kring hur man vill ha sitt skaft.
Exempel på handtagstyper som man behöver tänka på redan innan smidet:
-
Handtag med instucken tånge:
Här behöver inte tången vara så lång, men gärna rektangulär i tvärsnittet så att den inte börjar rulla inne i handtaget. -
Handtag med genomgående tånge:
Med genomgående tånge har man ett hål igenom hela handtaget och sticker igenom tången och sätter en bricka på den på andra sidan och smider till en skalle på tångens topp så att den agerar nit och håller ihop kniven. Detta kräver material nog för en lång tånge. -
En s.k.
kvinnokniv
:
I de knivar som kallas för kvinnoknivar gör man en väldigt lång tånge och böjer upp den så att själva tången utgör handtaget. -
Nitat handtag:
Med ett nitat handtag består handtagets icke-metall-delar av två halvor som sätts på var sida om tången och limmas/nitas mot denna. Det gör man behöver viga undan material för en tånge som är lika hög som själva handtaget är tänkt att vara.
Handtag är som sagt en hel egen hobby, med holkar, olika material, greppslöjd och mycket mer. Vi håller oss till grunderna kring smidet här.
Fästa ett handtag på en tånge
Det finns många olika sätt att fästa ett handtag på en tånge. Man kan borra ett hål med djupet som tången och sedan fila det koniskt så att tången pasar och därefter använda lim, harts, beck eller kåda för att få tången att fästa.
Ett annat smidigt sätt är att bränna in tången i handtaget.
När man gör det så smider man till en falsk-tånge, alltså taperar man ett helt annat järn så att det lite grovt får samma form som knivbladets tånge.
Därefter hettar man uppp den falska tången (eftersom man inte vill riskera att avhärda den riktiga kniven genom att värma dess tånge) och pressar den sedan mot handtaget.
Då bränner sig falsktången in i trähandtaget. Första värmningen brukar man komma ca. 20 mm, sedan allt mindre för varje värmning, men ständidgt framåt.
Var försiktig så att du inte värmer falsktången så mycket att den blir så mjuk att den deformeras när du trycker den in i trät.
När man är nöjd med hur långt man brännt in falsktången (kanske några millimeter kortare än knivbladets tånge) så väntar man lite så att trät hinner svalna så att det inte riskerar att oönskat anlöpa kniven och sedan knackar man försiktigt men bestämt in det riktiga knivbladets tånge i det brända hålet. Sotet i hålet täpper till eventuella luckor runt tången så det brukar inte behövas lim och det håller en knivlivslängd.